مشکلات تزریق پلاستیک و راه حل آن

مشکلات تزریق پلاستیک و راه حل آن
تزریق پلاستیک فرآیندی است که که برای ساخت قطعات پلاستیکی در تعداد بالا استفاده میشود.تقریبا تمام قطعات پلاستیکی که در زندگی روزمره از آنها استفاده میکنیم ، توسط فرآیند تزریق پلاستیک تولید شده اند.
در ضمن میتوانید برای دیدن محصولات تزریق پلاستیک روی لینک زیر کلیک کنید:
دلایل محبوبیت تزریق پلاستیک
به جرات میتوان گفت تولید قطعات پلاستیکی تلفیقی از علم وهنر است.در کشور ما تزریق پلاستیک به یک صنعت محبوب تبدیل شده است،علت این محبوبیت به دو عامل اصلی دارد:
تولید داخلی مواد اولیه پلاستیک

با توجه به منابع عظیم نفت وگاز کشور ما در تولید مواد اولیه پلاستیک تقریبا خود کفاست.مواد پلاستیکی توسط پتروشیمی های کشور تولید میشوند و پتروشیمی ها پلاستیک های مختلف با گرید های گوناگون عرضه میکنند.
از مواد اولیه پلاستیک که در تزریق پلاستیک بسیار رایج هستند میتوان به موارد زیر اشاره داشت
- 1- پلی پروپیلن
- 2- پلی اتیلن سنگین
- 3- ای بی اس
- 4- پلی کربنات و...
اشاره کرد.البته باید به این نکته اشاره کرد که برای خرید محصولات پتروشیمی در تناژ بالا(حداقل 22 تن) باید در بورس کالا ثبت نام کنید . معمولا تولید کنندگان جز، مواد اولیه خود را از بازار و یا تولید کنندگان گرانول پلاستیک های بازیافتی تهیه میکنند.
تنوع در تولید محصولات
همانطور که گفته شد تقریبا تمام قطعات پلاستیکی ، توسط فرآیند تزریق تولید میشوند.بنابراین در این صنعت همواره میتوان ایده های تازه ای خلق کرد و محصول یا کالای جدیدی به بازار عرضه کرد.اما فقط تولید محصولات متنوع شما را در این صنعت به موفقیت نمیرساند بزرگترین چالش شما فروش محصولات است
شرکت های بزرگ که قطعات را در تیراژ بالا تولید میکنند ، نیازمند این هستند که از دانش کافی و همچنین دقت بالا برخوردار باشند زیرا که کوچکترین اشکال ممکن است ضرر هنگفتی را به شرکت مذکور وارد کند.گرچه به نظر میرسد تزریق پلاستیک یک فرآیند ساده است اما پیچیدگی هایی در تولید وجود دارد که در صورت عدم توجه متواند کسب و کار شما را زمین گیر کند.
برخی مشکلات رایج در تزریق پلاستیک
در این مقاله به بررسی برخی از مشکلات رایج در فرآیند تزریق پلاستیک و راهکار های آن میپردازیم:
بیشتر این مشکلات ناشی از خطای انسانی (به علت نبودن دانش کافی ) وهمچنین استفاده از ابزار نا مناسب ایجاد میشود.
خطوط جریان FLOW LINES
خطوط جریان، خطوط و یا رگه هایی هستند که بر روی محصول نهایی دیده میشوند. این خطوط هنگام حرکت مذاب پلیمر در راهگاهها جهت پرکردن قالب و در طی فر ایند خنک شدن در قالب تزریق پلاستیک به وجود می ایند. پلاستیک مذاب از طریق بخش ورودی به نام "دروازه"(gate) وارد قالب میشود. سپس از طریق حفره و راهگاهها در داخل قالب حرکت کرده و پس از پر کردن قالب سرد میشود.
علل تغییر سرعت جریان
یکی از علل، "تغییر سرعت جریان مذاب هنگامی که مذاب پلیمر برای پر کردن قالب تزریق پلاستیک، مجبور به تغییر مسیر حرکت در راهگاه ها میشود" است. همچنین هنگامی رخ می دهند که پلاستیک مذاب به بخش هایی از قالب با ضخامت دیواره متغییر وارد شود و یا هنگامی که سرعت تزریق بسیار کم است .
راه حل
- 1- سرعت و فشار تزریق با استفاده از دستگاه تزریق پلاستیک را به سطح مطلوب افزایش دهید، که اطمینان حاصل شود حفره ها به درستی پر می شوند (و به پلاستیک مذاب اجازه خنک شدن در نقاط اشتباه را ندهیم). دمای پلاستیک مذاب یا خود قالب رانیز می توان افزایش یابد تا اطمینان حاصل شود که پلاستیک در طی مسیر خنک نشود.
- 2- در هنگام ساخت قالب باید دقت شود که درگوشه های گرد و مکان هایی که در آن ضخامت دیواره قالب تغییر می کند از تغییرات ناگهانی جهت راهگاه و جریان اجتناب کرد

فرورفتگی در قطعه
این ایراد معمولا در قسمت های ضخیم قطعه روی میدهد. فرآیند خنک شدن در قسمت های ضخیم ، کندتر از مابقی قسمت ها است و همین امر موجب ایجاد پدیده جمع شدگی در لایه های مرکزی میشود. این حالت بسیار شبیه فروچاله در زمین میباشد با این تفاوت که فروچاله به علت فرسایش به وجود می اید ولی در پلاستیک به علت انقباض است.
علل
- 1- یکی از دلایل،عملکرد و زمان دهی نامناسب در فرآیند خنک شدن قالب تزریق پلاستیک است . همچنین می تواند ناشی از دمای بالای مذاب پلیمر باشد
- 2- در واقع، بخش های ضخیم دیرتر از بخش هایی با ضخامت کم خنک میشوند .بنابراین این مورد در قطعات ضخیم معمولا بیشتر دیده میشود
راه حل ها
- 1- دمای قالب باید کاهش یابد، فشار افزایش یابد و زمان بیشتری برای خنک شدن به قطعه داده شود.
- 2- در صورت امکان ضخامت ضخیم ترین دیواره را کاهش میدهیم .
حباب Vacuum voids
حباب ها هوای محبوس شده در پلاستیک است .که معمولا این حباب نزدیک سطح در قسمت ضخیم قطعه به وجود می اید. تشکیل این حباب ها موجب تمرکز تنش در ان ناحیه میشود.که در نتیجه موجب شکننده شدن قطعه میشود.
علل
- 1- فضاهای خلاء اغلب ناشی از انجماد ناهموار بین سطح و بخش های داخلی قطعه است
- 2- همچنین فشار پایین تزریق موجب میشود هوای داخل قالب به طزر کامل تخلیه نشود
راه حل
- 1- گیت ورود مواد را در ضخیم ترین قسمت قطعه بگذاریم.
- 2- فشار و زمان تزریق را افزایش دهیم .
- 3- از مواد با ویسکوزیته ی پایین(جریان پذیر تر) استفاده کنیم. در این صورت میتوان اطمینان حاصل کرد که گازهای کمتری به دام افتاده زیرا گازها قادر به فرار سریعتر میباشند.
- 4- از هم تراز بودن قسمت های قالب در هنگام نصب اطمینان حاصل نمایید.

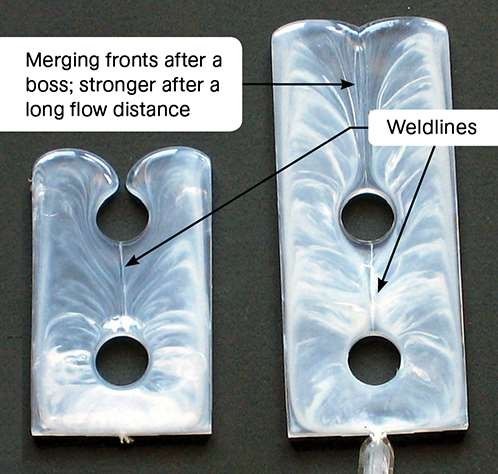
خط جوش Weld lines
این حالت هنگامی رخ میدهد که دو جریان مذاب در قالب تزریق از دو جهت مختلف به هم میرسند.
علت
- هنگامی که پیوند نامناسب در حین فرایند انجماد بین 2 یا چند جریان مذاب که به هم میرسند ایجاد شود این خطوط ظاهر میگردند.
راه حل
- 1- درجه حرارت قالب یا پلاستیک مذاب را افزایش دهید
- 2- سرعت تزریق را افزایش دهید.
- 3- طراحی برای الگوی جریان را در قالب تزریق به صورتی تنظیم کنیم که منبع جریان وجود داشته باشد
- 4- از پلاستیک با ویسکوزیته ی و دمای ذوب پایین استفاده کنیم
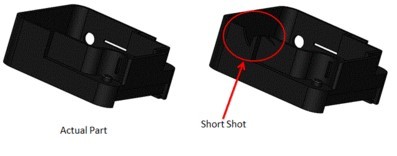
ناقص بودن قطعه Short shot
قطعه ی پلاستیکی به صورت ناقص تولید میشود و قالب به طور کامل پر نمیشود.
علل
- 1- تنظیم نبودن فشار تزریق
- 2- استفاده از مواد با ویسکوزیته بالا
- 3- گازگیری نامناسب مواد
راه حل ها
- 1- استفاده از پلاستیک هایی با ویسکوزیته پایین تر و جریانپذیری بالاتر تا مذاب بتواند به طور کامل خلل و فرج قالب را پرکند.
- 2- افزایش دمای قالب یا مذاب به طوری که افزایش جریان را در بر داشته باشد.
- 3- طراحی مناسب قالب به صورتی که گاز محبوس شده در قالب به طور کامل تخلیه شود.
- 4- افزایش خوراک دهی به دستگاه.
انحراف یا خمیدگی در قطعه
انحراف زمانی رخ می دهد که جمع شدگی ناهموار در قسمت های مختلف قطعه وجود داشته باشد. نتیجه یک شکل پیچ خورده، ناهموار یا خم است که مد نظر نمیباشد.
علل
- خنک نشدن یکنواخت قسمت های مختلف قطعه.نرخ خنک شدن متفاوت در قسمت های مختلف قطعه موجب ایجاد تنش در آن میشود.
راه حل
- 1- اطمینان حاصل کنید که زمان خنک شدن به اندازه کافی طولانی است و به اندازه کافی آهسته برای جلوگیری از ایجاد تنش ها درقسمت های مختلف.
- 2- قالب را با ضخامت یکنواخت دیواره طراحی کنید تا مذاب پلاستیک در یک جهت جریان یابد
- 3- مواد پلاستیکی را انتخاب کنید که احتمال تغییر شکل کمتری دارند. مواد نیمه کریستالی به طور کلی بیشتر در معرض پدیده انحراف هستند.
اثرات سوختگی Burn marks
عالئم سوختگی، تغییر رنگ است، معمولا مانند رنگ زنگ زده، که بر روی سطح نمونه های تزریقی شکل می گیرد.
علل
- علائم سوختگی ناشی از تخریب مواد پلاستیکی به علت گرمای بیش از حد یا سرعت تزریق سریع است
راه حل
- سرعت تزریق را کاهش دهید.
- بهینه سازی گاز گیر.
- کاهش دمای قالب و مذاب
جتینگ Jetting
جتینگ حالتی است که در آن پلاستیک مذاب با توجه به سرعت تزریق،از نواحی با سطح مقطع کوچک و باریک وارد ناحیه ضخیم شده و مذاب پلیمر روی سطح قالب قرار نمی گیرد.
علل
- 1- جتینگ بیشتر زمانی اتفاق می افتد که دمای ذوب خیلی پایین باشد و ویسکوزیته پلاستیک مذاب بالا می رود. در نتیجه مذاب در مقابل جریان یافتن مقاومت میکند .
- 2- هنگامی که پلاستیک در تماس با دیوارهای قالب قرار می گیرد، به سرعت شروع به سرد شدن میکند و ویسکوزیته افزایش می یابد.از طرفی موادی که در پشت مذاب خنک شده قرار دارند ان را به سمت جلو حرکت میدهند و همین امر موجب ایجاد لکه هایی میشود که ما از ان به عنوان جتینگ یاد میکنیم.
بیشتر ببینید: