آشنایی با پروسه تزریق پلاستیک
مبانی تزریق پلاستیک
صنعت تهیه و ساخت پلاستیک همهروزه با پیشرفتهای چشمگیری روبهرو میشود. این پیشرفتها که اکثراً به خاطر دستگاههای تزریق رخ میدهند آنقدری در شکلدهی زندگی روزمره ما مهم هستند که واقعاً نمیتوانیم دنیا را بدون آنها تصور کنیم. این دستگاهها امروزه میتوانند هر قطعهای را تولید کنند. این کاربردها از ساخت اسباببازی گرفته تا قسمتهای پلاستیکی بدنه خودرو، بطریهای آب و انواع موبایل نیز پیش میرود. از همین رو روش تزریق بیش از هر چیزی مورد توجه تولیدکنندگان قرار میگیرد. در اين روش مــاده اوليــه کــه يکی از انـــواع پلیمرهاست، از طریق قیف وارد دستگاه شده، ذوبشده و توسط ماردون به داخل کویتههای (Cavity) قالب رانده شده و پس از خنک کاری از قالب بيـرون میآیند. نام روش تزریقی دقیقاً به خاطر پروسه تولید این مواد بر روی آن گذاشته شده است و تاریخچه بلند بالایی هم دارد.
تاریخچه
اولین دستگاه تزریق پلاستیک در سال 1872 ثبت اختراع شد و برای تولید شانه مو مورد استفاده قرار گرفت. بعد از جنگ جهانی دوم صنعت تزریق پلاستیک بهطور چشمگیری ارتقاء پیدا کرد، چرا که تقاضا برای تولید انبوه و قیمت پایین افزایش یافته بود. از همین رو تولید به روش تزریق پلاستیک جوابگوی نیازهای گسترده کارخانهها و بازار بود. در سال 1946 جیمز واتسون اولین دستگاه تزریق پلاستیک ماردون دار را به بازار روانه کرد که دقت تولید آن نسبت به نمونههای قبلی بیشتر و صد البته بهینهتر بود. همچنین این ماشینآلات قابلیت میکس مواد با مستربچ و ترکیب مواد آسیابی را میسر کرد که تا قبل از آن رؤیایی برای هر تولیدکننده بود. در حال حاضر دستگاههای تزریق پلاستیک قادر به تولید طیف گستردهای از محصولات هستند و هر روز برای کاهش زمان و هزینه تولید با این روش تلاش میشود. اضافه شدن مواد ثانویه نیز خواصی به تولیدات اینچنینی میبخشد که در روشهای دیگر وجود ندارند و اگر هم وجود داشته باشند بسیار محدود هستند. دامنه ورودی پلیمری برای این دستگاهها نیز در طول مدت زمان بسیار پیشرفت داشته و هماکنون این دستگاهها اکثر مواد گرانولی، پودری و ... را بدو ن مشکل خاصی پردازش کرده و محصول نهایی را از آنها شکل میدهند.
مواد اولیه
دستگاههای تزریق پلاستیک معمولاً ورودیهای بسیاری دارند اما بهصورت کلی میتوانیم آنها را به دستههای محدودی طبقهبندی کنیم. از همین رو در این دستهبندی میتوان از موادی چون؛ «تمامی ترموپلاستیکها و اکثر ترموستها و الاستومرها» یادکرد. موارد مختلفی ازجمله «سختی، خاصیت ارتجاعی، دمای ذوب پلیمر، نوع استفاده محصول نهایی و قیمت» در انتخاب پلیمر مناسب نیز تأثیرگذار هستند. برای مثال ترموستها از طریق گرما حالت میگیرند و پس از شکلگیری دیگر نمیتوان با استفاده از حرارت شکل آنها را تغییر داد این در حالی است که ترموپلاستیک ها میتوانند ذوب شوند و دوباره به چرخه تولید بازگردند. البته که فرق بسیاری میان شیوههای تولید این مواد وجود دارند. برای مثال باید به این نکته توجه داشت که پلاستیکهای چند بار ذوبشده هرگز خاصیت پلاستیکهای تازه تولیدشده را ندارند. درست هم در این بخش است که دستگاههای تزریقی خوش میدرخشند.
مزایا
یکی از مهمترین فواید ساخت به روش تزریقی، تولید انبوه در زمان کوتاه، تنوع وسيع مواد مورد استفاده، هزینه پایین برای هر واحد محصول و دقت بالای قطعات است. با این حال، این شیوه از تولید مزایای بسیار زیادی دارد که بهصورت خلاصه به آنها میپردازیم:
-
ضایعات کمتر:
برخلاف روشهای تولید مشابه، مثل CNC که بخشی از قطعه برش میخورد تا محصول نهایی و مورد نظر حاصل شود، در روش تزریق پلاستیک، ضایعات حاصل از تولید بسیار پایین است. پلاستیک ضایعاتی از معمولاً از 4 نقطه در حین تولید حاصل میشوند که اسپرو، راهگاه، محل قرارگیری گیتهای قالب و محل جفت شدن سمبه و ماتریس قالب هستند (این حالت در مواردی رخ میدهد که قفل گیره بهطور 100% منطبق نباشد).
-
قابلیت تکرارپذیری:
تطابق تولید قطعه اولیه و ثانویه یکی از دیگر دلایلی است که تولید به روش تزریق را محبوب نموده است. به این ترتیب که در دیگر روشهای تولید درصد تطابق محصولات تولیدشده برابر با روش تزریق نیست. مثلاً در بیشتر موارد محصولهای ثانویه تفاوتهای بسیاری با طرحهای اولیه دارند. با این حال این طرحها نیازمند بررسیهای کاربردی هستند که میتوانند نتیجه کیفی تولیدات را مشخص کنند. برخی از این بررسیها به شرح زیر هستند:
-
بررسی هزینه تولید:
هزینه تولید قطعه یا قطعاتی که طی هر چرخه تزریق تولید میشوند را بررسی کرده و هزینه تولید قطعاتی که احتمال میدهید طی پروسه تولید مخدوش شوند را نیز روی هزینه سرمایهتان محاسبه کنید. با در نظر گرفتن موارد فوق میتوان امیدوار بود که حاشیه امنی را برای پروژه تولید خود محاسبه کرده باشید.
-
بررسی طراحی:
طراحی اشتباه قطعه و قالب میتواند هزینههای زیادی را طی پروژه به شما تحمیل کند. عدم انطباق با محصول نهایی، تعیین تناژ اشتباه برای دستگاه و ضایعات نامتعارف و ... میتوانند بهکلی از پروسه تولید شما خارج شوند.
کاهش سیکل تولید، راهکاری کاربردی برای رسیدن به تولید بهینه است. گاهی با تغییر کوچکی در ساختار قطعه یا قالب و کاهش چند ثانیه از چرخه تولید میتوان به افزایش چشمگیری در تناژ و سود رسید. به این ترتیب، شما میتوانید قطعات را به نحوی طراحی کنید که به مونتاژ کمتری نیاز داشته باشد. همانطور که قبلاً هم گفتیم مهمترین ویژگی این روش تولید سریع و یک مرحلهای بودن آن است، لذا مونتاژ قطعه موجب زمانبر شدن و هزینهبر شدنِ تولید خواهد شد.
جمعبندیهای هزینه محور
هزینههای مربوط به طراحی، تست و خرید لوازم جانبی ازجمله قالب، با توجه به قطعهای که تولید خواهد شد افزایش مییابد. قطعاٌ برای تولید قطعات خاص و پیچیده، هزینههای زیادی برای تولید، طراحی و ساخت قالب پرداخت خواهید کرد، لذا برای تولید قطعات حجیم که طراحی آن برای مرتبه اول صورت میگیرد اطمینان از طراحی بسیار حائز اهمیت است. از همین رو بهتر است پروسه تولید خود را در دستهبندیهای مرحلهای قرار دهید تا چند بند گذشته بیش از هر چیزی برای تولیدات شما معنا داشته باشد. این مراحل میتوانند به شکل زیر باشند اما توجه داشته باشید که همیشه میتوان این مراحل را بسته به نیاز کاربری تغییر داده و خروجی را بهبود بخشید:
- طراحی و ساخت قطعه بر اساس مشخصات آن بهصورت نسخه آزمایشی
- طراحی نسخه اولیه بهصورت پرینت 3 بعدی
- طراحی قالب برای تست آزمایشی
نکته: بهطورمعمول قالب آزمایشی برای تولید 300 تا 1000 قطعه مورد استفاده قرار میگیرد اما این تعداد همیشه میتوانند کمتر و یا بیشتر باشند. در مرحله آخر برای تولید نهایی قالب:
- کلیه ایرادات و عدم انطباقت در قالب رفع میشود.
- جنس آن معمولا استیل یا بریلیوم هست که در ساختن قالب استفاده میشود و توسط حرارت سخت میشود.
- آلومینیوم ارزانتر و آسانتر است ولی برای تولیدات با تیراژ کمتر کاربرد دارد.
- یک قالب باکیفیت اگرچه گران است اما قادر به ساخت صدها هزار قطعه هست.
شیوه انجام پروسه تزریق:
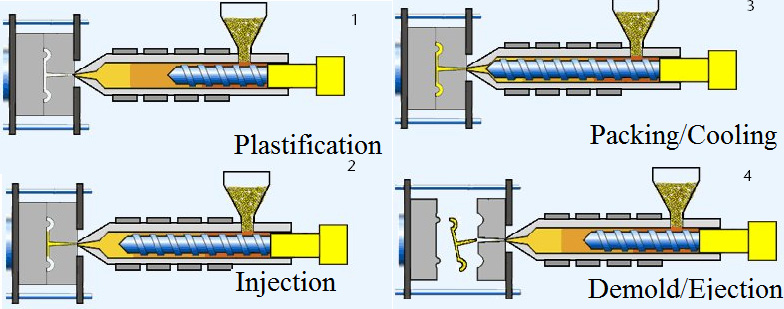
چرخه تزریق پلاستیک بهصورت عادی شامل چرخه زیر میشود:
-
بسته شدن دوتکه قالب
پیش از آنکه ماده مذاب از طریق نازل وارد قالب شود، دو صفحه قالب (سمبه و ماتریس) باید بهصورت کامل توسط گیره با هم چفت شوند. گیره شامل حداقل دو صفحه ثابت و متحرک است که سمبه و ماتریس قالب روی هرکدام از این صفحات قرار گرفته است. در گیرههای هیدرولیکی، فشار برای چفت شدن دو سمت قالب توسط صفحات گیره اعمال میشود و پس از قفل گیره، تزریق صورت میگیرد. زمان بسته شدن قالب بر روی صفحات گیره بر اساس تناژ دستگاه متفاوت است و برای محاسبه آن سیکل خشک دستگاه باید در نظر گرفته شود.
-
پر شدن کویتی (تزریق)
مواد خام به شکل گرانول وارد دستگاه شده و تحت فشار و دما به شکل مذاب میشوند. سپس مواد ذوبشده داخل قالب تزریق میشوند. مقدار ماده مذابی که در هر مرحله به درون قالب تزریق میشود را شات مینامند. پیشبینی زمان تزریق به دلیل شرایط مختلفی که جریان مواد مذاب به قالب را تحت تأثیر قرار میدهند، بسیار سخت است. با این حال، زمان تزریق را میتوان بر اساس میزان تزریق (شات)، فشار تزریق، وزن مواد، نوع مواد فشار و سرعت تزریق قالب و توان موتور پیشبینی کرد.
-
خنک شدن قطعه
بهمحض تزریق مواد ذوب شده به قالب و تماس با سطح آن، پروسه خنک شدن مواد و شکلگیری قطعه آغاز میشود. در این قسمت ممکن است در حین خنک شدن قطعه، بخشی از قطعه دچار چروکیدگی و جمع شدگی شود. با حفظ فشار در پایان مرحله تزریق میتوان میزان جمع شدگی سطح قطعه را کاهش داد. قالب پیش از اتمام تایم خنک شدن قطعه باز نمیشود و این بخش میتواند برای قطعات با جداره ضخیم، بسیار زمانبر باشد. تایم خنک شدن قطعه بر اساس خواص ترمودینامیک پلیمر و ضخامت جداره قطعه قابل پیشبینی است.
-
بارگیری سیلندر
پس از اتمام زمان خنک کاری، قطعه توسط سیستم پران که روی صفحه عقب قالب طراحیشده است به بیرون پرت میشود. با توجه به اینکه امکان چسبیدن قطعه به سطح داخلی قالب وجود دارد، میتوان پیش از تزریق داخل کویتههای قالب را اسپری کرد تا پران، راحتتر انجام گیرد.
- باز شدن قالب